Industrielle Lasermaterialbearbeitung
Die vergleichsweise technologisch anspruchsvolle Aufgabe der Erzeugung von Laserstrahlen ist in den vergangenen Jahren als Anwendungshemmnis in den Hintergrund getreten. Sinkende Kosten in Anschaffung und Betrieb sind als Zeichen breiter Nutzung von Systemen in der Industrie zu sehen.
Die industrielle Lasermaterialbearbeitung im Labor der Hochschule Emden/Leer gliedert sich in die Bereiche Fügen, Trennen und Oberflächenbearbeitung. Durch die im November 2020 angeschaffte Laserzelle können im Hinblick auf Trennen und Fügen auch komplexe, dreidimensionale Geometrien bearbeitet werden.
Die Lasermaterialbearbeitung untersucht und entwickelt Verfahrens- und Prozessparameter im Bereich der industriellen Anwendung des Maschinenbaus und angrenzenden Branchen. Insbesondere die Entwicklung der regenerativen Herstellung und Instandsetzung von (Groß)-Bauteilen ist ein Schwerpunkt der Arbeitsbereiche. Die Qualifizierung der Arbeitsergebnisse wird durch den Laborbereich der Werkstoffkunde begleitet.
Die Laserzelle als System für alle Anwendungen
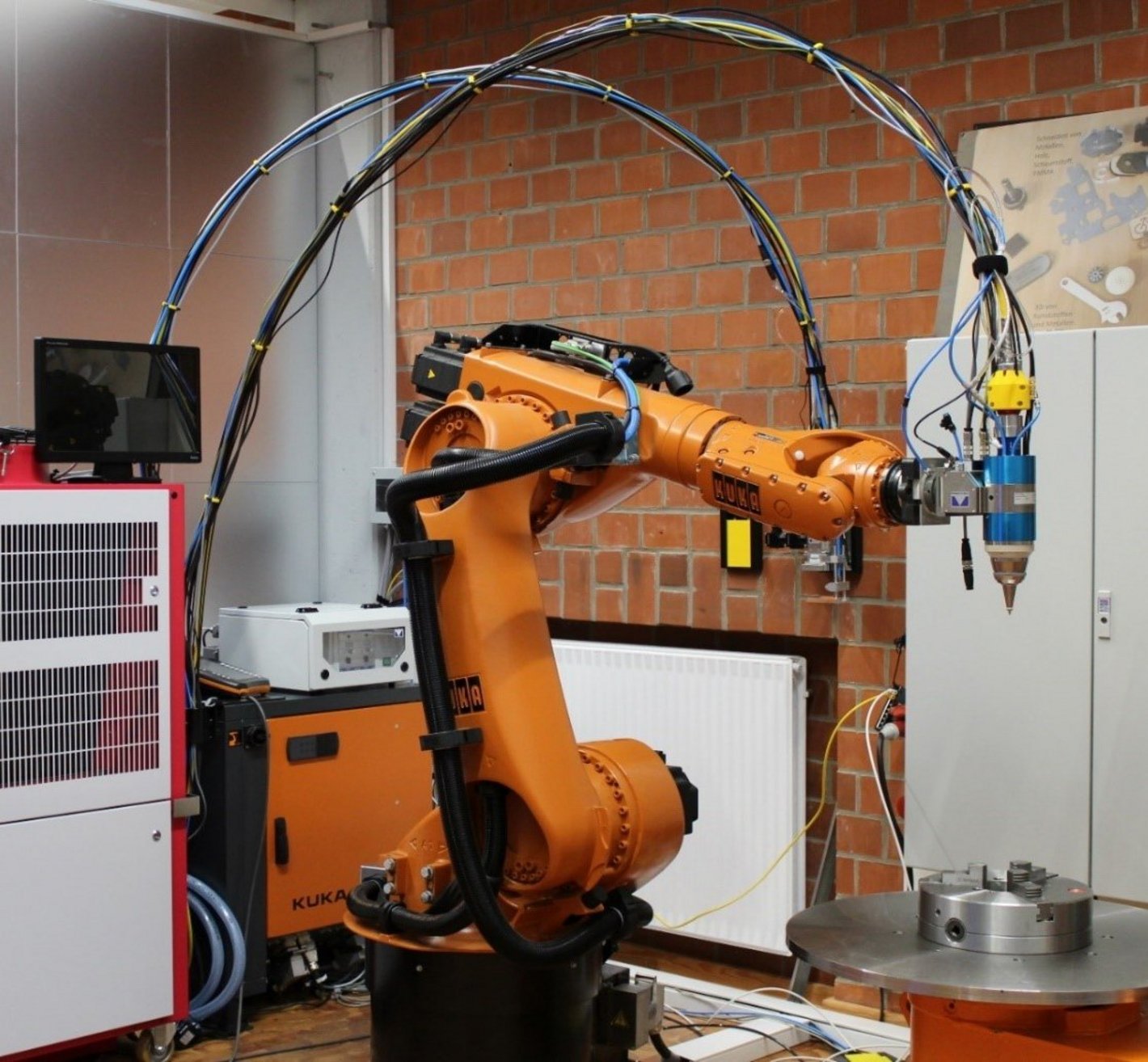
Die Laserzelle ist eine wesentliche Ergänzung zur Maschinenausstattung im Bereich der Lasertechnik. Hierdurch verfügt das Labor nun über die Möglichkeit ohne Umspannen von Werkstücken, eine dynamische dreidimensionale Bearbeitung durchzuführen. Dies wird durch einen Kuka-Roboter Modell KR 30-3 mit hoher Tragkraft sowie großer Wiederholgenauigkeit und einem zusätzlichen Dreh-Kipptisch gewährleistet. Die Offline-Programmierung des Roboters erfolgt über die Software RoboDK. [https://robodk.com/]
Durch den Hybridlaser [https://www.laserline.com/de-int/ldf-serie-mit-strahlkonverter/] kann das System sowohl als Faserlaser als auch Diodenlaser betrieben werden. Der Faserlaser wird aufgrund seiner exzellenten Strahlqualität und der Nennleistung von 2,4 kW für Anwendungen aus dem Bereich des Trennens von metallischen Werkstoffen eingesetzt. Hierbei lassen sich dank der Integration des Robotersystems beispielsweise auch unebene Flächen oder Rohre bearbeiten.
Im Betrieb als Diodenlaser kann auf 4 kW zurückgegriffen werden. Die Optik ist hierbei modular aufgebaut, so dass Konfigurationen schnell vorgenommen werden können. Durch die damit einhergehenden Einstellungen auf den Laserspot lassen sich unterschiedliche Prozesse realisieren. Hierzu zählen die Fügeverfahren des Laserschweißen und Laserlöten, das Fügen von Kunststoffen, das Laserauftragschweißen, und das Laserhärten.
Ergänzt wird die Anlage durch verschiedene Systeme zur Prozessoptimierung. Hierzu zählt eine Abstandssensorik für Schneidaufgaben, eine temperatur- sowie geschwindigkeitsabhängige Leistungsregelung und automatisierte Spannmöglichkeiten.
Nähere Informationen zum Laser und Roboter finden sie hier [ Flyer Laserzelle ]
Faserlaser für zweidimensionale Schneidanwendungen
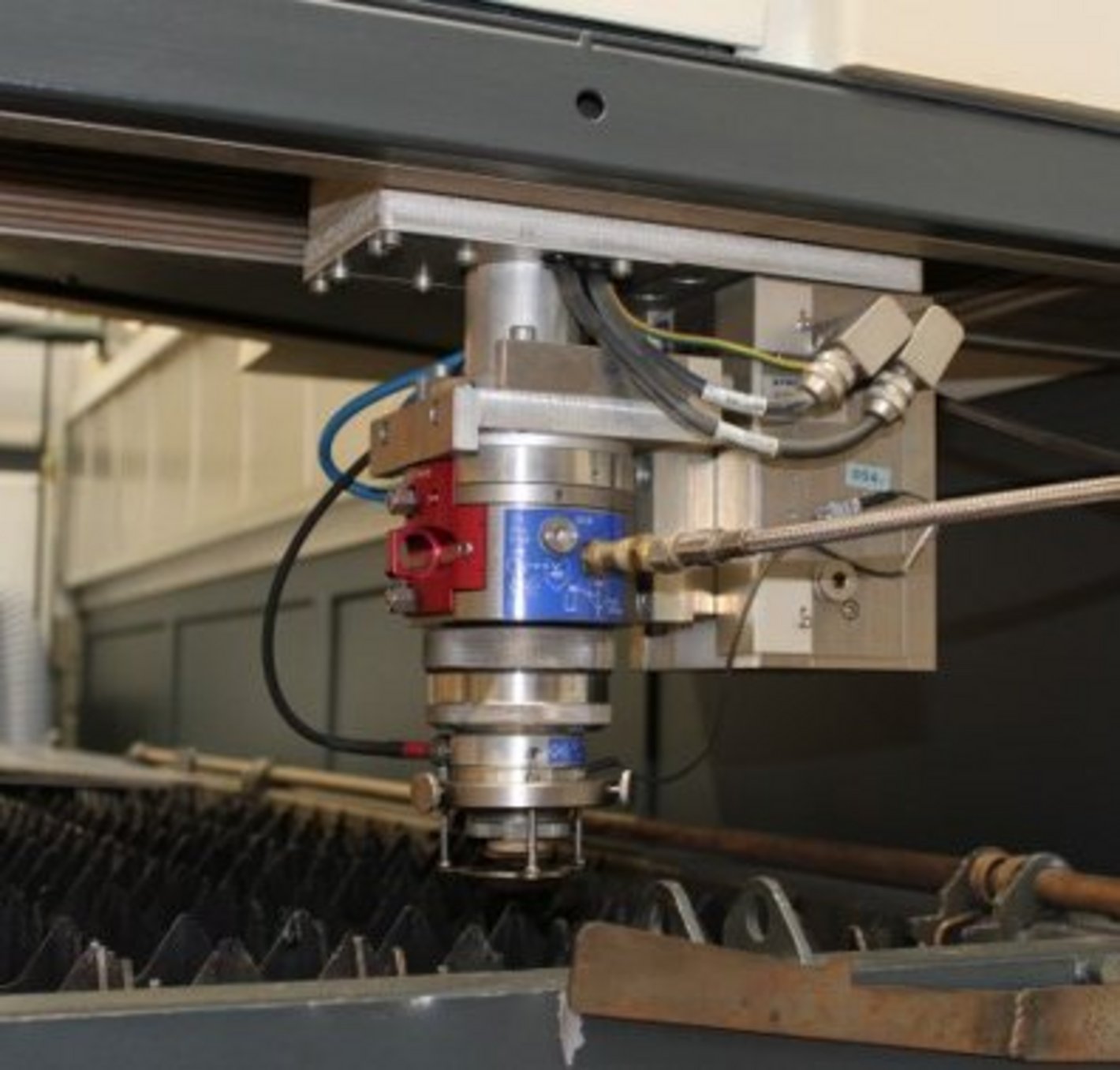
Für die Schneidaufgaben im Bereich der Blechbearbeitung steht dem Labor ein Faserlaser-Schneidsystem der Firma Senfeng (1313G) zur Verfügung. Als Laserquelle kommt ein Faserlaser des Herstellers IPG mit 1,5kW sowie ein abstandsgeregelter Schneidkopf von Precitech zum Einsatz. Der Bearbeitungsbereich beträgt 1300x1300mm.
Der Anwendungsbereich des Systems erstreckt sich über die Bearbeitung von dünnen bis mittleren Blechdicken im Bereich der Eisen- und Nichteisenmetalle.
Oberflächenbearbeitung
Die Oberflächenbearbeitung mit Lasern ist heute eine Standardtechnologie. Eine Variation der Leistung in einem weiten Spektrum ermöglicht dabei unterschiedliche Bearbeitungen der Oberflächen/Randschichten. Durch einen leistungsstarken Laser, hohe Geschwindigkeiten und hohe Positionierungsgenauigkeiten lassen sich auf unterschiedlichsten Oberflächen technologische Veränderungen wie z.B. bei Härten erreichen oder feinste Abbildungen darstellen.
Zum flexiblen Laserhärten von Metallen wird ein Diodenlasersystem mit 4kW mit diversen Optiken für unterschiedliche Strahlgeometrien mit einem Robotersystem kombiniert und der Prozess durch eine online-Temperaturüberwachung geregelt. [ Flyer Laserzelle ]
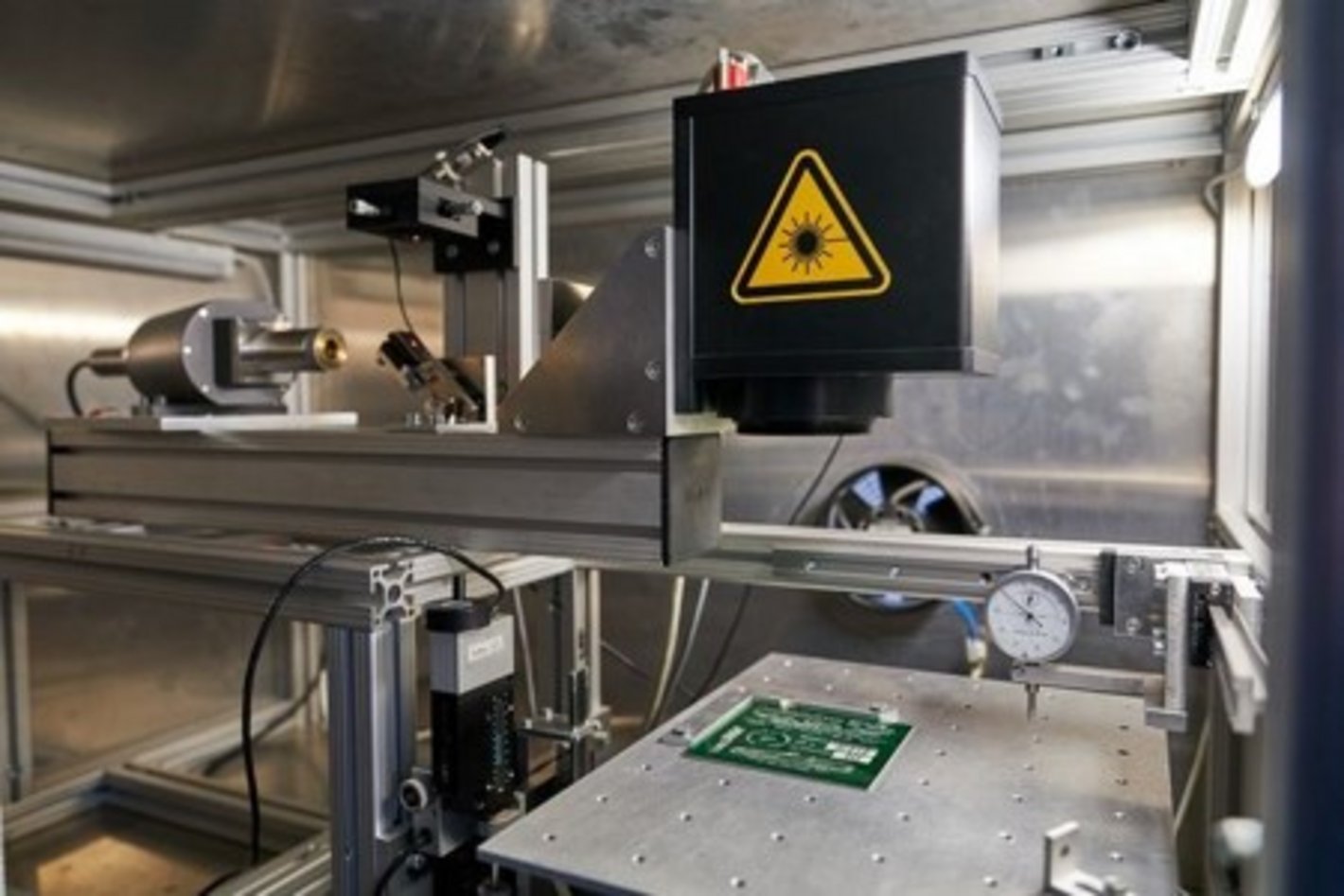
Zur Lasermarkierung steht ein Festkörperlaser der Firma IPG Laser GmbH (Modell YLR-200, 200 W, Fokusdurchmesser 50µm) mit Scannersystem zur Strahlbewegung zur Verfügung. Für die die Laserbeschriftung können durch Wärmeeintrag auf der bestrahlten Oberfläche Kontraste durch Anlassfarben, Gravieren und Abtragen erzeugt werden.